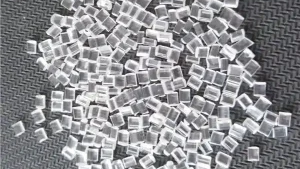
产品分类 医疗挤出机 管材挤出机 型材挤出机 板材/片材挤出机 棒材挤出机 特殊用途挤出机 辅机 Menu 医疗挤出机 管材挤出机 型材挤出机 板材/片材挤出机 棒材挤出机 特殊用途挤出机 辅机 Previous Next 华普机械 造粒机 这款造粒机是一种用于将塑料、化工、食品等行业的原料颗粒化的设备,通过加热、熔融、挤出等工艺,将物料加工成一定形状和大小的颗粒。造粒机广泛应用于塑料回收、塑料加工、化肥生产、饲料生产等领域,可以将废料、再生料或原料通过适当的加工工艺转化为均匀、可供后续加工使用的颗粒。常见的造粒方法包括湿法造粒、干法造粒和挤出造粒,其中挤出造粒机通过将物料挤压成型后,通过切割系统将其加工成颗粒状。造粒机能够提高原材料的利用率、降低生产成本,并确保颗粒的质量均匀、密度适中,适应各种行业对物料形态和品质的严格要求。该设备操作简单,维护方便,是现代制造业中不可或缺的重要设备。 分类: 特殊用途挤出机 立即咨询 生产过程 制品展示 生产线构成 挤出机主机 冷却系统 牵引系统 收纳系统 查看完整生产线 产品介绍 技术背景 技术演进:造粒技术起源于20世纪初塑料加工需求,单螺杆挤出机奠定基础结构,如45mm直径螺杆可实现15-30kg/h产量,适应ABS、PE等通用塑料造粒。1980年代后双螺杆技术突破,通过啮合螺杆设计强化混炼能力,解决回收料杂质分离难题,并兼容工程塑料(如PEEK、PA66)的高温剪切塑化]。行业需求:环保政策推动再生塑料造粒占比超40%,但回收料含杂(金属、油污)需设备强化过滤(如可拆卸式多层滤网)与动态混合功能(屏障螺杆+往复搅拌])。新能源与电子领域要求材料高纯度(灰分<0.01%)与功能性(阻燃、抗静电),驱动双阶挤出(熔融+真空脱挥)与纳米填料分散技术发展]。技术趋势:智能化升级集成PLC与在线监测(如熔体压力传感器±0.5MPa控制]),结合电磁加热节能30-70%];模块化设计支持快速换网(哈夫连接结构])与多规格切换(1-5mm颗粒])。超临界流体辅助造粒(ScCO₂降低熔体粘度)与生物降解材料专用螺杆(低剪切防降解)成为新兴方向],适配循环经济需求。 结构组成 主机部分:螺杆和料筒:螺杆负责塑化和挤出塑料原料,料筒通常采用耐高温材料制造,以承受高温和高压环境。电机:驱动螺杆旋转,提供所需的动力。加热装置:多段加热器提供所需的温度控制,以确保塑料的有效塑化。模具:根据制品规格定制的模具,负责将熔融塑料成型为制品。模具设计影响制品的规格和尺寸。 产品参数 参数名称数值挤出机型号HPJX-GE-01适用原料PE、PP、PVC、PS、ABS、PET、PA、EVA、TPE、TPU等最大产量30 – 500 kg/h螺杆直径45 – 150 mm(排气式)螺杆长径比20:1 – 30:1驱动电机功率7.5 – 90 kW切粒方式热切(水环切粒),冷切,风冷切粒冷却方式水冷 / 风冷最大切割速度10-80 m/min电源380V / 50Hz,三相(可定制其他电源) 获取详细参数 产品特点 高效节能 采用先进的螺杆设计和优化的加热系统,确保原料快速塑化,生产效率提升,能耗显著降低,助力绿色生产。 精准温控 多区域温控系统确保每个加工环节温度稳定,避免原料因过热或过冷导致的性能下降,确保制品品质一致,满足不同客户的质量要求。 自动化操作 设备配备全自动PLC控制系统,操作简单,实时监控各项生产参数,减少人为误差,实现高效稳定的生产过程。 灵活模具配置 提供多种规格的模具和多层共挤技术支持,能够满足不同规格、尺寸的制品需求,轻松应对客户的个性化订单。 应用领域 再生粒子全能线PET瓶片直造粒,免烘干,纯度99.9%!增强阻燃粒子专家PA66+30%玻纤,强度超尼龙,1机搞定!TPU/EVA专用生产线TPU鞋材粒,85A±2硬度,球形不粘!安全级粒子制造医用TPE粒,ISO 10993认证,0污染! Previous slide Next slide 年度销售量 0 在2023年, 我们的造粒机年销售量达到了10台。 产品历史 0 华普机械已在塑料挤出机行业深耕多年,积累了丰富的经验和专业知识,成为客户值得信赖的合作伙伴。 客户满意度 0 % 通过客户调查,我们的客户满意度高达95%,显示出产品和服务的优越性。 市场占有率 0 % 在本地区造粒机市场中,我们的市场占有率达15%,显示出强劲的竞争力。 华普机械 联系我们定制您的专属方案 联系我们