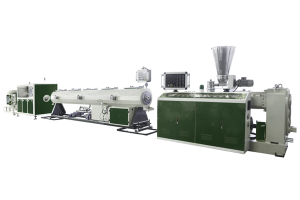
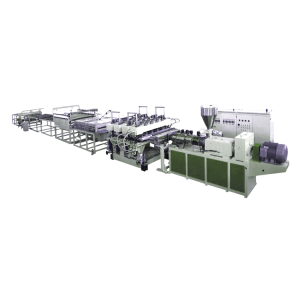
造粒机生产线详解 11/04/2025 一、多材料挤出系统:高效塑化与脱挥技术模块化螺杆设计 排气式结构:螺杆直径45–150mm,长径比20:1–30:1(可扩展至32:1)。针对非极性聚合物(PE/PP)采用深槽加料段+屏障混炼段,最大产量达500kg/h;对热敏材料(PVC/EVA)采用缓压缩段(压缩比2.5:1),配合分区风冷/水冷切换控温(精度±1℃)。双阶真空脱挥:真空度-0.095MPa,有效脱除TPU/PA中的水分及小分子挥发物,残留率<0.01%。温度-剪切协同控制材料类型塑化温度(℃)工艺优化措施TPE/TPU160–190低剪切屏障螺棱+电磁加热(能耗降30%)PET270–290熔体齿轮泵稳压(压力波动≤±0.5MPa)二、多模式切粒系统:粒形精度与冷却优化三模切粒技术对比 切粒方式适用材料粒形特征冷却方案切割速度峰值水环切粒PP/PE/PET球形(Φ2–3mm)水雾急冷(10–15℃)80m/min风冷切粒TPE/TPU弹性体圆柱形(L/D=1.5)悬浮风冷(风速2m/s)50m/min冷切PVC/ABS立方体阶梯水槽(两级冷却)30m/min旋流式水环切粒:离心脱水效率提升40%(残留水分<0.1%),硬质合金刀盘(HRC≥60)切口振颤<5μm。粒径均一性控制激光在线测径:采样频率1kHz,联动切刀转速补偿(响应时间0.2s),保障±0.05mm公差;纳米成核剂注入:碳酸钙预混仓(添加量0.1–0.5%),使再生PE粒子密度达10⁶ cells/cm³。三、智能控制系统:多参数耦合与能效管理PLC-HMI集成平台 工艺数据库:预存50+材料配方(如PA结晶温度窗口、TPU熔体强度曲线),一键切换参数;三闭环联动:熔体压力传感器+粒子视觉检测仪+电机电流监测,动态调节螺杆转速、切粒速度及冷却水流量。能效优化技术电磁加热替代电阻加热,热效率提升至92%(对比常规70%);负载自适应算法:电机功率7.5–90kW无级调节,空载功耗<满载的10%。四、典型应用场景与产能突破材料产品类型技术突破点产能峰值再生PET瓶片颗粒双阶排气+熔体泵稳压400kg/hTPE弹性体颗粒悬浮风冷防粘连+低剪切塑化150kg/hPA6工程塑料颗粒真空脱挥+水环切粒(球形粒)300kg/hPVC电缆料颗粒冷切+纳米成核剂防粉化200kg/h五、绿色制造与维护策略热能回收系统:挤出余热用于料斗干燥(节能率18%);闭式水循环:冷却水重复利用率>95%,符合国家级绿色工厂标准;预测性维护:振动频谱分析螺杆磨损(预警阈值>10%寿命偏差)。结语:技术壁垒与行业价值HPJX-GE-01通过模块化螺杆设计(快换排气段组件)与多模式切粒技术(水环/风冷/冷切三合一),攻克了高挥发材料脱挥效率(残留率<0.01%)与弹性体粒子粘连两大行业难题。其核心指标——500kg/h产量、80m/min切速、±0.05mm粒径公差——已超越国际主流机型。未来可通过嵌入数字孪生模型,实时优化粒子结晶度(如PA66的α晶相占比>85%),推动再生塑料造粒迈向分子级精密调控。 精选内容 医疗管材挤出机生产线详解 通用管材挤出机生产线详解 工业管材挤出机生产线详解 波纹管材挤出机生产线详解 通用板材/片材挤出机生产线详解 精选内容 医疗管材挤出机生产线详解 2024年6月9日 通用管材挤出机生产线详解 2024年10月30日 工业管材挤出机生产线详解 2025年1月2日 波纹管材挤出机生产线详解 2025年1月3日 通用板材/片材挤出机生产线详解 2025年1月10日 华普机械 联系我们定制您的专属方案 联系我们