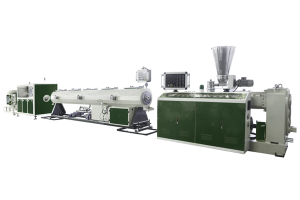
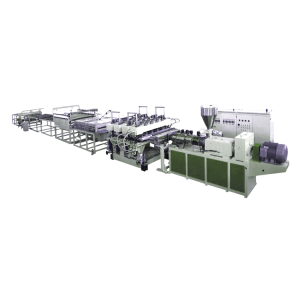
发泡挤出机生产线详解 11/04/2025 一、发泡挤出系统:多材料兼容与高精度发泡控制特种螺杆设计参数适配性:螺杆直径50–120mm,长径比25:1–30:1(可扩展至34:1)。针对PS/PE等非极性材料采用深槽加料段防架桥;对PVC/EVA等热敏材料采用缓压缩段(压缩比2.8:1),降低剪切热导致的分解风险。发泡剂注入优化:物理发泡剂(N₂/CO₂):配置高压注氮系统(压力达28.5MPa),配合屏障型混炼段增强气体分散性,泡孔均匀度偏差≤5%;化学发泡剂(CBA):独立温控发泡剂注入通道,分解温度精度±1℃,避免过度发泡导致的密度不均。双阶压力-温度耦合控制材料类型机筒温度分区(℃)发泡剂类型压力控制要点PS160/180/190/185物理发泡背压稳压20MPa1PVC140/155/165/160化学发泡减压阀防热分解6熔体齿轮泵稳压:出口压力波动≤±0.5MPa,解决ABS因剪切热导致的泡孔塌陷;动态冷却补偿:料筒分区风冷/水冷切换,急冷速率达15℃/s(PP)或缓冷5℃/min(EVA)。二、精密成型系统:多模具适配与泡孔结构调控模块化模具系统板材模具:衣架式流道设计+模唇导热油温控(±0.5℃),保障1.5m宽PS板厚度公差≤±0.1mm;管材模具:螺旋分流芯模,配合气体辅助定型(气压0.2–0.5MPa),消除PVC管材偏心;型材模具:多段式冷却定型模,水气混合冷却技术防止PE型材表面缩痕。泡孔稳定性强化技术成核剂注入系统:纳米碳酸钙预混料仓,泡孔密度提升至10⁶ cells/cm³(对比常规10⁵级);在线电容监测:实时反馈发泡度波动,联动牵引机速度补偿(响应时间0.1s)。三、智能控制系统:多参数协同与缺陷预判PLC-HMI集成控制工艺数据库:预存50+材料配方(如EVA发泡倍率20–40),一键切换参数; 预测性维护模块振动频谱分析螺杆磨损度(预警阈值>10%);电流纹波监测电机负载,过载前自动降速。四、生产线协同技术:高速稳定与柔性生产牵引-切割集成方案履带式牵引机:硅胶包覆辊(线压力20N/cm²)+伺服同步控制,50m/min速度下同步误差<0.05%;行星式切割:硬质合金刀盘(Φ450mm)配液压缓冲,切口振颤<5μm(适用精密型材)。定制化收卷系统自动收卷机:磁粉张力控制器(梯度2–15N),卷材端面齐整度偏差<0.5mm;手动收卷模式:气动升降料架,承重3吨(适配大规格板材)。五、典型应用场景与工艺优化材料产品类型关键技术措施产能峰值PS隔热建材板高压注氮+衣架模200kg/hEVA鞋底发泡片材化学发泡+悬浮风冷150kg/hPVC发泡管材螺旋芯模+缓冷定型120kg/hPP汽车内饰型材纳米成核剂+水气混合冷却180kg/h结语:技术壁垒与行业价值HPJX-FE-01通过多级发泡控制技术(物理/化学发泡双模式切换)与智能闭环系统(压力-温度-速度三联动),解决了高发泡倍率下的密度梯度控制(≤±3%)与泡孔均一性(直径偏差±5μm)两大行业难题。其模块化模具设计支持10–50m/min宽速域生产,配合自动收卷系统,可满足从包装材料(EPE珍珠棉)到建筑保温板(XPS)的全场景需求。未来可通过嵌入数字孪生模型,实现泡孔结构的可视化调控(如开孔率>95%的吸音材料定制)。 精选内容 医疗管材挤出机生产线详解 通用管材挤出机生产线详解 工业管材挤出机生产线详解 波纹管材挤出机生产线详解 通用板材/片材挤出机生产线详解 精选内容 医疗管材挤出机生产线详解 2024年6月9日 通用管材挤出机生产线详解 2024年10月30日 工业管材挤出机生产线详解 2025年1月2日 波纹管材挤出机生产线详解 2025年1月3日 通用板材/片材挤出机生产线详解 2025年1月10日 华普机械 联系我们定制您的专属方案 联系我们