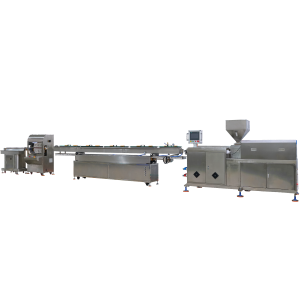
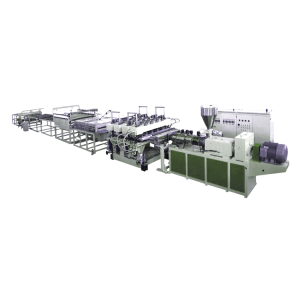
Granulation Extruder Production Line Technical Information 11/01/2025 I. Multi-Material Extrusion System: High-Efficiency Plasticization & DevolatilizationModular Screw DesignVented Structure: Screw diameter 45–150 mm, L/D ratio 20:1–30:1 (extendable to 32:1).Non-polar polymers (PE/PP): Deep-feed section + barrier mixing → max. output 500 kg/h .Heat-sensitive materials (PVC/EVA): Gentle compression (ratio 2.5:1) + zoned air/water cooling (±1°C) .Two-Stage Vacuum Devolatilization: Vacuum level -0.095 MPa → removes moisture/volatiles from TPU/PA (residual rate <0.01%) .Temperature-Shear Synergy ControlMaterialPlast. Temp. (°C)Optimization MeasuresTPE/TPU160–190Low-shear barrier flights + electromagnetic heating (↓30% energy) PET270–290Melt gear pump stabilizes pressure (±0.5 MPa) II. Multi-Mode Pelletizing: Precision & Cooling OptimizationTri-Mode Pelletizing ComparisonMethodMaterialsPellet ShapeCoolingMax. SpeedWater RingPP/PE/PETSpherical (Φ2–3 mm)Mist quenching (10–15°C)80 m/minAir CoolingTPE/TPUCylindrical (L/D=1.5)Suspended air cooling (2 m/s)50 m/minCold CuttingPVC/ABSCubicStaged water tank30 m/minSwirl Water Ring Pelletizing: Centrifugal dewatering ↑40% efficiency (residual moisture <0.1%); carbide blades (HRC≥60) → vibration <5 μm .Pellet Uniformity ControlLaser Gauging: 1 kHz sampling + cutter speed compensation (0.2 s response) → tolerance ±0.05 mm.Nano-Nucleating Agent: CaCO₃ pre-mixing (0.1–0.5%) → recycled PE density ↑10⁶ cells/cm³ .III. Smart Control: Multi-Parameter Coupling & Energy ManagementPLC-HMI IntegrationProcess Database: 50+ predefined recipes (e.g., PA crystallization window, TPU melt strength curve) .Triple Closed-Loop: Melt pressure sensor + pellet vision + motor current → dynamically adjusts screw speed, pelletizing rate & coolant flow .Energy OptimizationElectromagnetic heating → thermal efficiency ↑92% (vs. 70% resistive) .Load-adaptive algorithm: Motor power 7.5–90 kW stepless; no-load consumption <10% of full load .IV. Applications & Throughput BreakthroughsMaterialProduct TypeKey InnovationPeak OutputRecycled PETBottle flakesTwo-stage venting + melt pump400 kg/hTPEElastomer pelletsSuspended air cooling + low-shear plast.150 kg/hPA6Engineering pelletsVacuum devolatilization + water ring pellet.300 kg/hPVCCable compoundCold cutting + nano-agent anti-powdering200 kg/hV. Green Manufacturing & MaintenanceHeat Recovery: Extrusion waste heat → hopper drying (↓18% energy) .Closed Water Loop: Reuse rate >95% → national green factory compliance .Predictive Maintenance: Vibration analysis → screw wear alert (>10% lifespan deviation) .Conclusion: Technical Barriers & Industry ValueThe HPJX-GE-01 resolves two industry-wide challenges—devolatilization efficiency (residuals <0.01%) and elastomer pellet adhesion—via modular screws (quick-change venting) and tri-mode pelletizing (water ring/air cooling/cold cutting). Its core metrics—500 kg/h output, 80 m/min cutting speed, and ±0.05 mm pellet tolerance—surpass leading international models. Future digital twin integration may enable real-time crystal optimization (e.g., >85% α-crystals in PA66), advancing recycled plastic pelletizing toward molecular-level precision . Featured Content Medical Pipe Extruder Production Line Technical Information General Pipe Extruder Production Line Technical Information Industrial Pipe Extruder Production Line Technical Information Corrugated Pipe Extruder Production Line Technical Information General Board/Sheet Extruder Production Line Technical Information Featured Content Medical Pipe Extruder Production Line Technical Information 2024年6月9日 General Pipe Extruder Production Line Technical Information 2025年1月9日 Industrial Pipe Extruder Production Line Technical Information 2025年1月11日 Corrugated Pipe Extruder Production Line Technical Information 2025年1月11日 General Board/Sheet Extruder Production Line Technical Information 2025年1月11日 Hope Plastic Machinery Contact us to customize your exclusive solution Contact